船舶英语中的“合拢”(joining/hull closing)是船舶建造过程中的关键环节,指将分段模块通过焊接或螺栓连接等方式组装成完整船体结构的过程,涵盖精度控制、工艺衔接、质量检验等多重技术要点,以下从术语解析、流程步骤、技术要点及安全管理四方面展开详细说明。
船舶英语中的“合拢”术语解析
在船舶工程领域,“合拢”对应的英文表达需根据场景细分:

- Hull Closing:特指船体底部、舷侧等大型分段形成完整环形结构的最终闭合,通常指船体“总段合拢”阶段,如“The hull closing of 19000 TEU container ship is scheduled for June.”(19000TEU集装箱船的船体合拢定于6月进行。)
- Section Joining:指船体分段(如底部分段、舷侧分段)的对接连接,侧重局部模块组合,Precision control is critical in section joining to avoid distortion.”(分段合拢中精度控制至关重要,以避免变形。)
- Block Integration:用于“总段合拢”,指将预装好的大型分段(如机舱总段、货舱总段)进行整体吊装连接,如“The block integration of the forward bulkhead was completed using a 800-ton gantry crane.”(艏舱壁总段合拢通过800吨门式起重机完成。)
相关工艺术语包括:
- Welding Seam(焊缝)、Butt Joint(对接接头)、Lap Joint(搭接接头)——描述连接方式;
- Alignment Tolerance(对合公差)、Camber(梁拱)、Sheer(舷弧)——精度控制参数;
- Non-destructive Testing (NDT)(无损检测),如UT(超声波检测)、RT(射线检测)——焊缝质量检验手段。
合拢流程的核心步骤
船体合拢需遵循“从分段到总段,从局部到整体”的逻辑,典型流程如下:
| 阶段 | 主要工作内容 | 关键设备/技术 |
|---|---|---|
| 分段预合拢 | 在船台或船坞外完成分段制造,包括划线、定位、临时支撑安装,确保分段几何尺寸符合图纸要求。 | 三维激光扫描仪、全站仪、液压马板 |
| 总段吊装 | 将分段运输至船坞/船台,通过龙门吊或浮吊吊装至设计位置,使用定位工装调整空间姿态。 | 800吨以上龙门吊、GPS定位系统、液压同步顶升系统 |
| 对接与固定 | 通过马板、夹具等工具固定分段,对接缝间隙控制在2-5mm,错边量≤1mm,采用“先定位后焊接”原则。 | 焊接马板、液压夹具、定位销 |
| 焊接连接 | 按WPS(焊接工艺规程)进行焊接,优先采用自动焊(如埋弧焊、CO₂气体保护焊),减少人为误差。 | 自动焊接机器人、焊缝跟踪系统、预热设备 |
| 焊缝检验 | 焊后进行NDT检测,确保无裂纹、夹渣等缺陷,合格后进行焊缝打磨、防腐涂装。 | 超声波探伤仪、X射线机、抛丸机 |
| 密性试验 | 对水密舱壁、甲板等进行冲水试验(hydrostatic test)或气密试验(air test),验证结构密封性。 | 压力传感器、密封胶条、冲水试验设备 |
技术控制要点
-
精度控制:船体合拢的精度直接影响船舶航行性能,需严格控制:
- 线型控制:通过数学放样(lofting)确定分段理论尺寸,使用激光跟踪仪实时监测三维坐标偏差,通常要求全船长度偏差≤±30mm,宽度偏差≤±15mm。
- 变形控制:焊接前进行反变形(pre-bending)设置,焊接中采用对称焊、分段退焊法减少热变形,焊接后通过火工矫正(gas cutting correction)修复局部变形。
-
工艺衔接:合拢需与预装、管路敷设、设备安装等工序交叉协调,合拢前需完成分段内舾装件预装率≥80%,避免后期返工影响进度”。
 (图片来源网络,侵删)
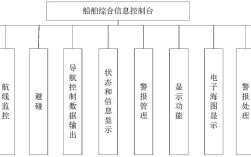
(图片来源网络,侵删) -
材料匹配:不同材质的分段连接(如船用钢与铝合金)需采用过渡段焊接,并控制焊接热输入,避免材料性能退化。
安全管理与规范
合拢作业属高风险环节,需严格遵循:
- 防护措施:高空作业系安全带,焊接区域设置防火挡板,通风不良环境佩戴防毒面具;
- 作业许可:动火、吊装等危险作业需办理“work permit”,执行“Lockout/Tagout”(上锁挂牌)程序;
- 标准规范:符合IACS(国际船级社协会)UR S11《船体建造精度要求》、ISO 3834《焊接质量要求》等国际标准。
相关问答FAQs
Q1: 船体合拢中如何控制焊接变形?
A: 控制焊接变形需从“预防”和“矫正”两方面入手:①预防阶段:采用对称坡口、分段退焊等工艺,减少热输入不均;对大分段设置反变形量(如舷侧分段向外倾斜5-8mm);②矫正阶段:使用液压马板进行机械矫正,或通过火焰矫正(局部加热至850-900℃后自然冷却),矫正温度需低于材料相变点(约650℃),避免材料性能改变。
Q2: 船体合拢后的密性试验有哪些常见方法?
A: 密性试验根据舱室用途选择不同方法:①冲水试验(Hydrostatic Test):对船体外板、舱壁等结构,以0.2-0.3MPa水压持续15分钟,检查焊缝有无渗漏;②气压试验(Air Test):对封闭舱室(如燃油舱),充气至0.1MPa,肥皂水检测漏点;③煤油试验(Kerosene Test):对焊缝单侧涂煤油,另一侧白纸按压,若白纸出现油渍则表明渗漏,该方法适用于小型舱室或局部检测。