船舶修理高压除锈水枪是一种高效、环保的除锈设备,广泛应用于船舶修造、海洋工程、桥梁建设等领域,其通过高压水流冲击金属表面,利用水流的物理作用去除锈蚀、旧漆、海洋生物附着物等污染物,具有无粉尘、无污染、操作安全等特点,尤其适合船舶在港期间或坞修期间的表面处理作业,以下从设备原理、技术参数、操作流程、维护保养及行业应用等方面进行详细阐述。
设备工作原理与核心优势
高压除锈水枪的核心原理是通过高压泵将水加压至50-200MPa(具体压力取决于除锈等级要求),经高压管路输送至喷枪,通过特殊设计的喷嘴(如旋转喷头、扇形喷头等)将水流以极高的速度和冲击力作用于金属表面,锈蚀层和涂层在高压水流的剪切力、冲击力作用下发生剥离,同时水流带走剥离的碎屑,实现清洁目的,与传统的喷砂除锈、化学除锈相比,高压水除锈具有以下优势:

- 环保无污染:以水为介质,不产生有毒粉尘、有害气体或化学废液,符合IMO(国际海事组织)环保要求;
- 基材损伤小:水流冲击力可控,不会破坏金属基材的力学性能,尤其适合不锈钢、铝合金等敏感材料;
- 适用性广:可处理复杂结构(如焊缝、角落、曲面),且对船舶内部油舱、压载舱等密闭空间的除锈安全性更高;
- 效率较高:根据压力和流量不同,除锈效率可达10-50㎡/h,且可配合机器人实现自动化作业。
关键技术参数与选型要点
高压除锈水枪的性能主要由以下参数决定,选型时需根据船舶除锈等级(如ISO 8501-1标准Sa2.5级)、锈蚀程度及作业环境综合考量:
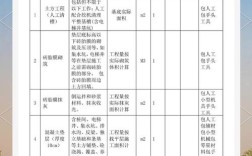
| 参数类别 | 典型范围 | 选型说明 |
|---|---|---|
| 工作压力 | 50-200MPa | 一般除锈选用70-120MPa,重度锈蚀或厚涂层去除需150MPa以上;精密部件选用50-80MPa |
| 流量 | 50-200L/min | 流量与压力匹配,压力大时需相应流量以保证持续作业,避免喷嘴堵塞 |
| 喷嘴类型 | 旋转喷头、扇形喷头、直射喷头 | 旋转喷头效率高,适合大面积平面;扇形喷头适合曲面;直射喷头用于缝隙处理 |
| 动力源 | 电动机、柴油机 | 船舶坞修多用电动机(220V/380V);海上作业或无电源场景用柴油机 |
| 高压管路长度 | 50-200m | 长度增加需考虑压力损失,通常每10米损失3-5MPa,需选择耐高压软管(≥300MPa) |
| 进水水质要求 | 含固体颗粒≤0.1mm | 需配备前置过滤器,防止喷嘴磨损或堵塞 |
操作流程与安全规范
-
作业前准备:
- 检查设备:确认高压泵、管路、喷枪无泄漏,喷嘴型号匹配;
- 环境评估:划定作业区域,设置警示标识,避免无关人员靠近;
- 个人防护:穿戴耐压手套、护目镜、防水服,佩戴耳罩(防止噪音伤害)。
-
操作步骤:
- 启动设备:先开水泵,再启动电机/柴油机,缓慢调压至设定值;
- 除锈作业:喷嘴与表面保持10-30cm距离,匀速移动(速度0.5-1m/s),避免定点停留导致基材损伤;
- 特殊部位处理:焊缝、边角等区域改用小角度喷嘴或降低压力,防止过度冲刷。
-
作业后处理:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 关闭设备:先停机,再关闭水源,排空管路余压;
- 表面干燥:除锈后24小时内涂装底漆,避免返锈;
- 废水收集:对含油污水需经油水分离处理达标后排放。
维护保养与常见故障处理
-
日常维护:
- 每次作业后用清水冲洗管路和喷嘴,防止盐分结晶堵塞;
- 定期检查密封件(如O型圈、高压接头),磨损后及时更换;
- 高压泵润滑油按说明书要求更换,一般每500小时更换一次。
-
常见故障及解决:
- 压力不足:检查进水过滤器是否堵塞,管路是否弯折,或柱塞泵密封件损坏;
- 喷嘴堵塞:用专用工具清理,禁止用硬物敲击,必要时更换喷嘴;
- 管路振动:可能是压力过高或管路固定不当,需调整压力或增加支撑点。
行业应用与发展趋势
高压除锈水枪在船舶修理中主要用于:船体除锈(特别是水线以上区域)、船舱内部清洁(如货舱、压载舱)、海洋平台结构维护等,随着环保法规趋严(如IMO限硫令、压载水管理公约),高压水除锈逐渐替代传统喷砂工艺,成为绿色修船的核心技术之一,未来发展趋势包括:
- 智能化升级:结合机器人技术实现远程控制,减少人工干预;
- 多功能集成:除锈同时可实现除漆、脱漆剂清洗等复合作业;
- 节能设计:采用变频电机降低能耗,优化泵组效率。
相关问答FAQs
Q1:高压水除锈能达到的除锈等级是多少?与传统喷砂相比有何差异?
A:高压水除锈通常可达到ISO 8501-1标准的Sa2.5级(近乎出白级),但对于重度厚锈蚀可能需预处理,与传统喷砂相比,高压水除锈无粉尘污染,基材表面粗糙度较低,附着力可能略低于喷砂,但可通过调整压力和喷嘴类型优化,且适合对表面精度要求高的部件。
Q2:使用高压除锈水枪时,如何避免对船舶涂层或基材造成损伤?
A:需严格控制作业参数:根据涂层类型(如环氧、聚氨酯)选择压力(一般80-100MPa),喷嘴与表面保持15-20cm距离,移动速度均匀;对于薄涂层或敏感材料,可先在隐蔽区域测试,调整至合适压力;避免在焊缝或尖锐边缘定点喷射,防止水流冲击导致基材变形或涂层剥离。